-

宁波掘金塑化有限公司
主营:化工原料,橡胶原料,塑胶原料

宁波掘金塑化有限公司
主营:化工原料,橡胶原料,塑胶原料 4
4

PA66塑料的注塑特性干燥处理:如果加工前材料是密封的,那么就没有必要干燥。然而,如果储存容器被打开,那么建议在85℃的热空气中干燥处理。如果湿度大于0.2%,还需要进行105℃,12小时的真空干燥。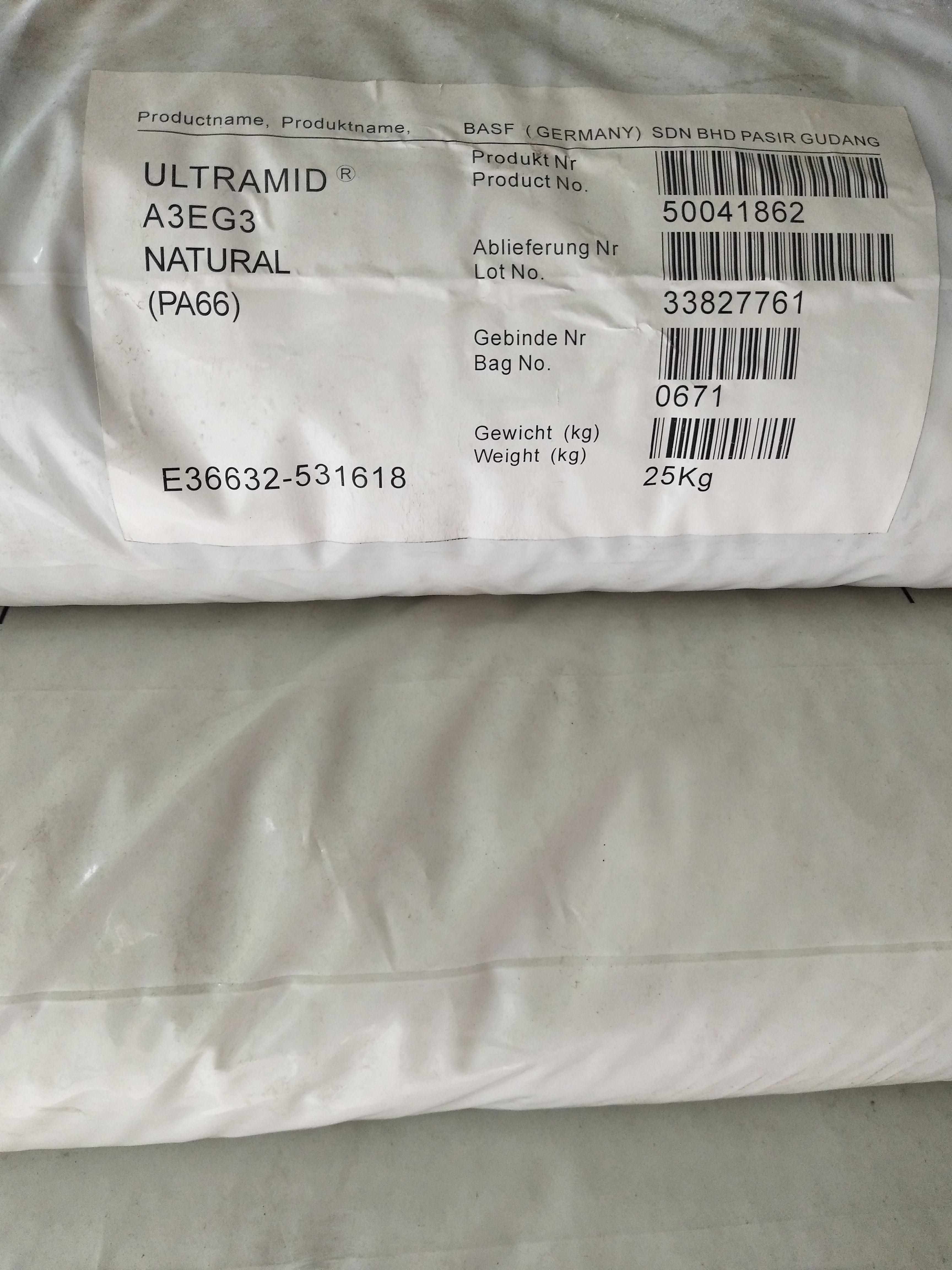
PA66:建议80℃。模具温度将影响结晶度,而结晶度将影响产品的物理特性。 对于薄壁塑件,如果使用低于40℃的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,还需要进行退火处理
PA66表面光滑,摩擦系数小,耐磨。作活动机械构件时有自润滑性,噪声低,在摩擦作用不太高时可不加润滑剂使用;如果确实需要用润滑剂以减轻摩擦或帮助散热,则水油、油脂等都可选择。从而,做为传动部件其使用寿命长。
PA66塑胶原料收缩率:0.7%~2.0%,或者加了30%的玻璃纤维,为0.4%~0.7%;如果提供的温度**过60℃,制品应该为逐渐冷却;逐渐冷却可降低成型后收缩,即制品表现为更好地尺寸稳定性和小的内应力;建议采用蒸气法;尼龙制品可以通过熔液焊剂来检查应力
浇口系统 点式,潜伏式,片式和直浇口都可以;建议采用盲孔和浇口窝来断冷料头;可使用热流道;由于熔料可加工温度范围窄,热流道应提供闭环温度控制
机器停工时段 *用其它料清洗;熔料残留在料筒内时间可达20min,此后热降解*发生
料筒设备:标准螺杆,几何尺寸有较强塑化能
http://nbjjsh.b2b168.com
欢迎来到宁波掘金塑化有限公司网站, 具体地址是浙江省宁波余姚市浙江省余姚市中国塑料城A1-160号,联系人是莫。
主要经营塑料相关产品。
单位注册资金未知。
本公司产品好,产业规模属国内水平高,产品具有特色,规格比较齐全,质量保证体系规范。欢迎来订购,谢谢!